

生产高精度冷拔无缝钢管重要要求
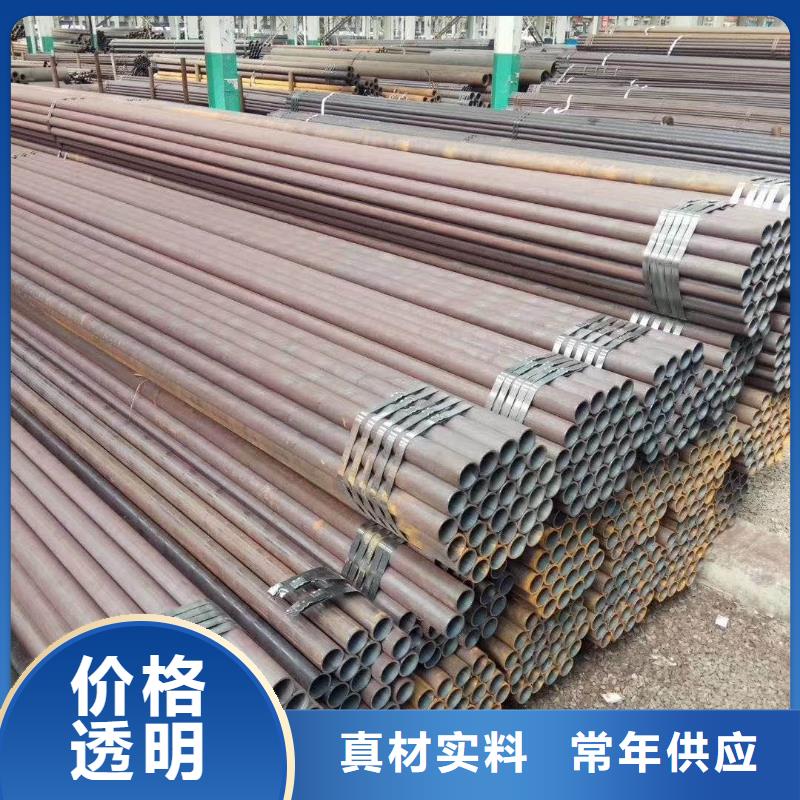
高精度冷拔冷拔无缝钢管是一种新型高技术节能产品。近年来,采用本项技术生产的冷拔无缝钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔冷拔无缝钢管的推广应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。
冷拔方式:生产高精度冷拔无缝钢管──液压缸体与传统的切削工艺比较,具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)冷拔无缝钢管能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔无缝钢管是用无缝热轧钢管、直缝焊管为坯料,冷拔无缝钢管经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。


无缝钢管管口打磨:切割完毕,应使用角磨机对管口塑层进行打磨处理,其目的是避免在法兰焊接时使塑层发生熔化甚至燃烧使管道破坏。使用角磨机将管口塑层进行打磨。无缝钢管涂塑处理:打磨完毕,使用氧气、C2H2在管道外部对管口进行加热,加热到内部塑层部分有熔化现象,然后技术工人将用准备好的塑粉对管口均匀涂抹,应注意一定要涂抹到位。
法兰盘涂塑要涂抹到止水线以上。此过程应严格控制加热温度,如温度过高,在涂塑过程中将会有气泡产生,如温度过低,在涂塑过程中塑粉熔化不完全,以上情况在管道投入使用后都会产生塑层脱落的现象,终管道无缝钢管部分被腐蚀损坏。无缝钢管切割:根据实际所需管线长度,对管道应使用金属锯、无齿锯切割。
在切割过程中使用水焊时一定对原材料要有保护方法,切割时应在断口处两端的位置用防火耐热的材料做挡板接住切割时落下的火花和热铁水豆,保护好原材料的原有塑层。无缝钢管管道连接:补塑完毕,将管道与管件连接安装,在连接过程中法兰之间加橡胶垫,紧固螺栓时紧固到密封状态。
无缝钢管该如何选择场地和库房:保管钢材的场地或仓库,应选择在清洁干净、排水通畅的地方,远离产生有害气体或粉尘的厂矿。在场地上要杂草及一切杂物,保持钢材干净,在仓库里不得与酸、碱、盐、水泥等对钢材有侵蚀性的材料堆放在一起。不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀。



冷拔无缝钢管与一般普通无缝钢管的区别
一:、一般普通无缝钢管主要特点是无焊接缝,可承受较大的压
力。产品可以是很粗糙的铸态或冷拨件。
1.经过热轧之后,无缝钢管内部的非金属夹杂物(主要是硫化物和
氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层
使无缝钢管沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收
缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变
的数倍,比荷载引起的应变大得多;
2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内部
自相平衡的应力,各种截面的热轧无缝钢管都有这类残余应力,一
般无缝钢管截面尺寸越大,残余应力也越大。残余应力虽然是自相
平衡的,但对无缝钢管在外力作用下的性能还是有一定影响。如对
变形、稳定性、抗疲劳等方面都可能产生不利的作用。
3.热轧的无缝钢管产品,对于厚度和边宽这方面不好控制。我们熟
知热胀冷缩,由于开始的时候热轧出来即使是长度、厚度都达标,
冷却后还是会出现一定的负差,这种负差边宽越宽,厚度越厚
表现的越明显。所以对于大号的无缝钢管,对于无缝钢管的边宽、
厚度、长度,角度,以及边线都没法要求太。
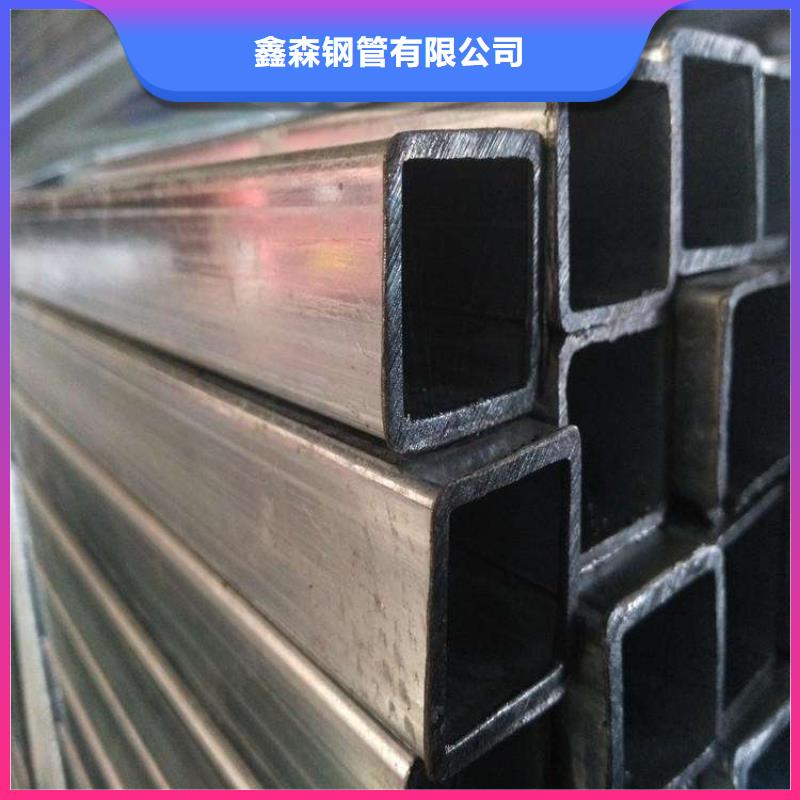
二:、冷拔无缝钢管是近几年出现的产品,主要是内孔、外壁尺寸
有严格的公差及粗糙度。
冷拔(无缝钢管的特点:
1.外径更小。
2.精度高可做小批量生
3.冷拔(轧)成品精度高,表面质量好。
4.冷拔无缝钢管横面积更复杂。
5.冷拔无缝钢管性能更优越,金属比较至密


鑫森通达无缝钢管(贺州市分公司)秉承“精于设计,工于制造”理念,持续不断的进行 合金钢管 产品研发,创新。提供非标准定制服务,可根据您的实际需求设计加工,量身定制。 具备完整的 合金钢管 制造加工能力,确保 合金钢管 产品即时规模生产、交货准时。



