

通过展示用户在不同环境下使用焊管无缝钢管现货实拍产品的场景,视频充分证明了产品的适应性和稳定性,为您提供了有力的购买依据。
以下是:温州泰顺焊管无缝钢管现货实拍的图文介绍

无缝钢管
鹏鑫钢铁(泰顺县分公司)
温州泰顺不锈钢焊管是一种通过高频焊接技术将一定规格的钢带卷成圆管,然后将圆管挤压成型为钢管。
材质:Q195、Q215、0221、00Cr19Ni11、1Cr18Ni9Ti等
温州泰顺不锈钢焊管特点:
1.耐腐蚀性能强,使用寿命长;
2.内壁光滑、提高输送效率;
3.表面无氧化层、不结垢;
4.重量轻、安装方便。
5.可回收再利用。
温州泰顺不锈钢焊管的分类 按用途分可分为公制电标电焊钢管(GB/T3092-93)、美标管线管(American Pipe Insulator)、德标管线管(DIN17175-79)及日标管线管(JIS B2310)。 公称直径由小到大分为φ159mm的焊接钢管。
按材质和用途不同分有如下若干品种:
1、流体输送用镀锌焊接钢管,
2、低压流体输送用镀锌焊接钢管
3、高压锅炉热交换器用不锈钢无缝钢管
4、化肥设备用高压无缝化合金方
5、石油裂化用无缝方
6、地质钻探及石油钻控专用无缝方
7、金刚石岩芯钻探用无缝方
8、电力建设用的碳钢大口径直缝埋弧焊 管
9、船舶专用材C级
10、冷拔或冷轧精密无缝钢管
11、各种合金薄钢板
12、汽车半轴套管用角钢
13、各种优质钢材
14、轴承钢
15、液压支架油缸
16、钢结构与桥梁工程
17、建筑结构
18、输水管道

厂家实力
多年无缝钢管行业经验源头工厂只为您提供更优质的产品

优选原材
无缝钢管材料严格筛选确保品质出厂经过多层质检

按需定制
无缝钢管款式多样一站式采购多年贴心售后
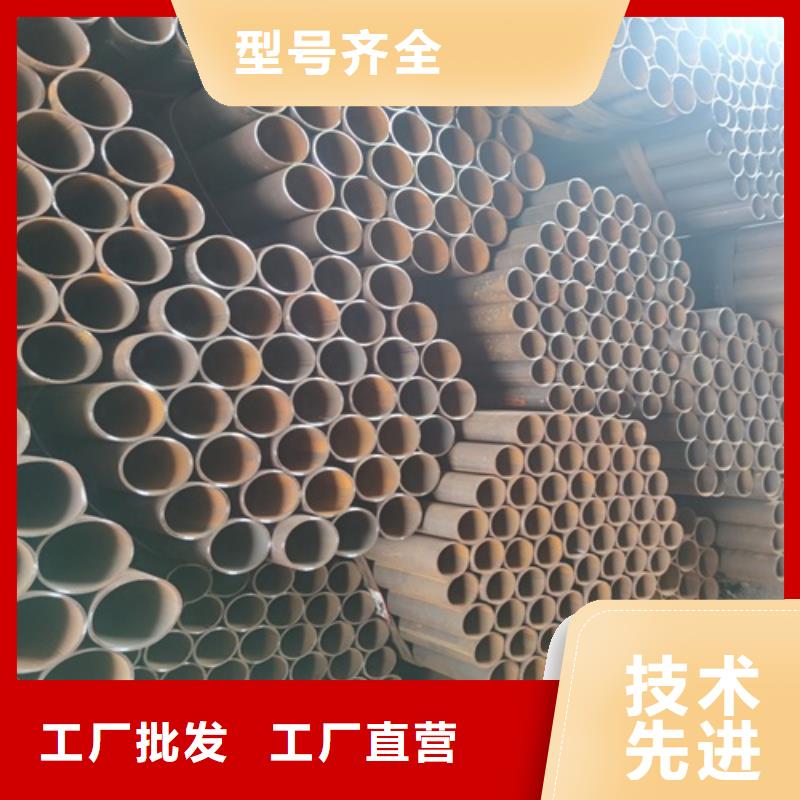
无缝钢管的图文介绍
量大价优产地直供

鹏鑫钢铁(泰顺县分公司)成立于2007年,是一家集 无缝钢管开发、加工、销售为一体的 无缝钢管产品企业。公司主要研发生产: 无缝钢管等多种产品,并为百余家定向客户提供完善的服务, 无缝钢管产品质量品质过硬。

产品案例图
PRODUCT REAL SHOT DISPLAY






鹏鑫钢铁(泰顺县分公司)